Featured, Resources, Summit Pumps
 Once a year I attempt to remind all Summit Pump distributors of the “Plug and Play” myths
Once a year I attempt to remind all Summit Pump distributors of the “Plug and Play” myths
that unfortunately persist in the pump universe, like fake moon landings and that the earth is flat.
Please make sure you and others on your staff know these 5 key points:
1) OIL: A Pump shipped from the factory does NOT have oil in the bearing housing.
Someone at the pump system site must set the proper amount of the proper oil prior to startup. It is a violation of several federal laws to ship oil in the pump, as oil is considered a hazardous substance.
2) IMPELLER clearance: Final impeller clearance must be set prior to startup. The factory sets the clearance at a nominal setting for the pump type and size, based on ambient temperature liquids, as the factory does not know the specific fluid temperatures or properties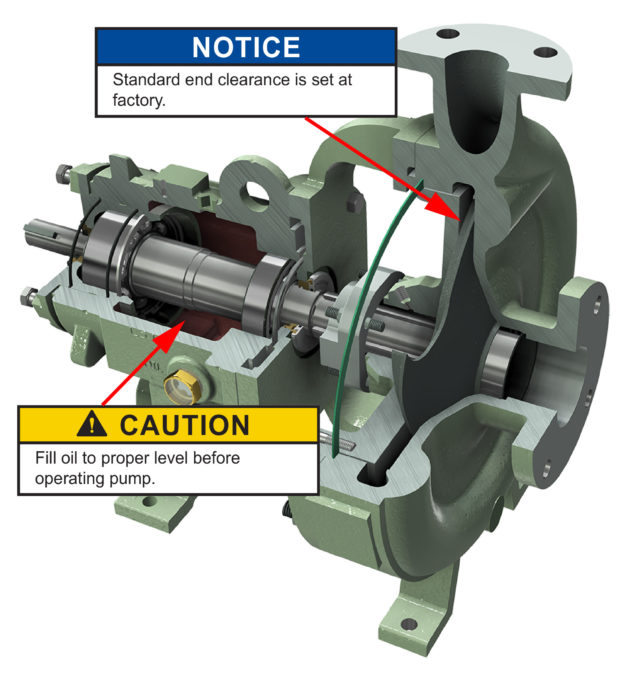
3) MECHANICAL SEAL: A pump shipped from the factory does NOT have the mechanical seal set, in hopes of preventing damage to the sealing faces.
The seal should be set only after adjusting impeller clearance, pump alignment, and rotational checks have been completed
4) ROTATIONAL DIRECTION: A pump shipped from the factory will NOT have the coupling spacer installed because you must first complete the driver rotational check. Additionally having the coupling removed helps in the process to set the impeller and seal. We have a 50% chance of guessing your local electrical phase rotation. If we are wrong, the pump becomes scrap metal.
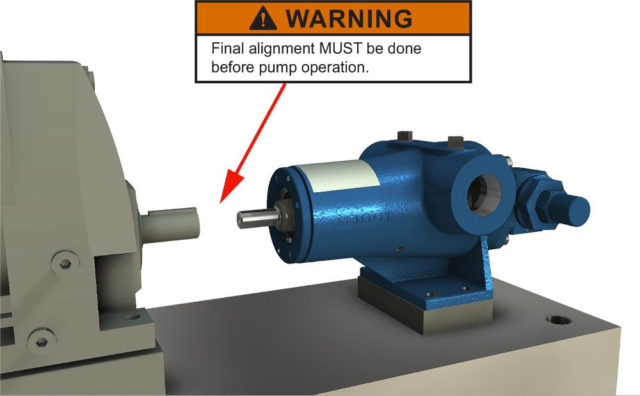
5) ALIGNMENT: A pump shipped from the factory will NOT be precisely aligned to the driver. The factory conducts/logs a rough alignment check during Assembly.
Even if we precision laser aligned the driver to the pump in accordance with NASA and USA Space Force standards, the very Nano-second the skid is picked up by a forklift or other device that alignment will disappear.
Note, that industry best practices (*1) dictate that a driver to pump alignment be checked/adjusted at least 5 times prior to startup. If you don’t know or are unsure about these 5 alignment stages, please check with your Regional Sales Manager.
Summary
A warning tag is attached to each pump to communicate these 5 key steps to the end user/installer. Of course these steps have always been stated in the IOM. The IOM is included with every pump, and can also be
downloaded from our website in at least 5 languages.
 Retort / Conclusion
Retort / Conclusion
Several people have retorted that the competition does these 5 things and so their pumps are “plug and play”.
I have checked with several knowledgeable and key sources at these competitive firms and that URBAN MYTH is simply NOT true.
As a matter of fact, the other OEMs state they have the same errors / issues with their end users not heeding the warnings on installation and startup.
Exceptions: I will venture to state that perhaps some distributors may offer these 5 key steps as part of their value package. If you do then you are best in class and get a gold star.
More than a minute… Extra Credit
Post Script: On a recurring basis we have people rotate ANSI pumps backwards, consequently that trips the motor on overload. Why? Because the impeller will unscrew and “mate” with the casing. The operator subsequently corrects the directional issue (phase rotation), but does not disassemble the pump to check and correct the resultant damage.
Please note that if the impeller has “mated” with the casing there is a very high probability (99%) that the impeller will require replacement, repair and or rebalance, the casing will also require repair, and the shaft is now bent beyond specification, further the bearings and mechanical seal have been mechanically shocked.
Rotation in the wrong direction is a costly mistake.
-The Summit Pump Team
Learn More
Jim Elsey’s Pumps and Systems Articles
Featured, Resources, Summit Pumps
Common ways your equipment can fail.
In addition to my monthly column “Common Pumping Mistakes” the Pumps & Systems editors have asked me to write an article on the common ways that the systems can also reach out and bite you.
If you own a home, a car or for that matter any machine—from a lawn mower to a dishwasher—you already know that all things left to themselves never get better. It is a law of our universe captured eloquently by the word entropy (for the engineers I am using a loose second definition).
For those of you that already own, operate or maintain a mechanical, pneumatic, steam, hydraulic or electrical system, you carry all the battle scars from these real life lessons. As a review for those that already know and as a primer for those that are new to this area, I offer in no particular order, some discourse on the subject.
Your system responsibility—whether a building with HVAC systems, a power plant, a chemical processing or manufacturing facility, a paper mill, a brewery/distillery, wastewater treatment or a manufacturing center—is comprised of machinery: electrical, mechanical, steam, pneumatic and hydraulic. Every system and component has a finite life.
Machinery Fails
All machinery, operating or idle, will eventually fail. Machinery fails for the following basic reasons: corrosion, erosion, stress or impact. Your job is to prevent it from failing or failing at the wrong time. When the machine does fail, we hope to manage it in a predictable and safe manner.
Ask yourself if you and your staff have the proper training and equipment for flash protection, confined entry, general electrical safety, chemical handling, radiation exposure, noise, noxious/carcinogenic or poisonous gases, safety chains, ladders, rigging/lifting equipment, signage, rotating machinery and OSHA guards.
Education/training in all of these areas is very important. Additionally, consider whether the current training is adequate for new personnel or is simply a review of procedures for the seasoned employee. Note that most injuries occur during non-routine or emergency evolutions.
Manage by Walking Around
If you do not manage the system, it will manage you. Choose a new system every day and grab the system logic process diagram for review. Do you really know how the system operates? If you do not know how the system operates, you will not know if anything is wrong until it is too late. So, the prudent thing to do is learn the system. With a flashlight, rag, clipboard and a camera, walk and trace the system “hand over hand” to look for issues and changes.
Look for leaks, wear, erosion, corrosion, abrasion and discoloration. Look for unauthorized additions and alterations. Use all of your senses including smell and hearing. Look for what has changed in the system operation, starting with different pressures, flows or levels. Check and review system logs for long-term trends.
Most plant issues occur when there is a change in the status quo.
Heat Exchangers
The biggest “corrupter” of heat exchangers is fouling and corrosion. (From a dictionary aspect, corrupter is not the correct word choice to describe the issue, but I insist in this case it is appropriate). Both fouling and corrosion lead to a reduction in performance, and in some cases to erosion with consequential and undesired leaks. Determine the exchanger performance or heat balance by measuring the flows, differential pressures and temperatures on both sides of the unit. Compare readings and thermal balance results to prerecorded, new or clean parameters. Heat exchanger maintenance or replacement is time consuming and costly, so do not wait for catastrophic failures when a few simple checks can help you predict the need for repair or replacement.
Because my heat exchanger experience is with nasty fluids at high pressures and temperatures, I have a prejudice for shell and tube exchangers. I am also aware that plate and frame exchangers offer many advantages and that the newer designs have improved capabilities and reliability.
On shell and tube type exchangers, the tubes can plug from the process fouling, corrosion or debris. From past tube failures, there may also be tubes that are manually plugged and taken out of service. An accepted common industry maximum level of tube plugging is 10 percent, but I caution users to always consult the manufacturer since some designs will demand a lower percentage. According to Tubular Exchanger Manufacturer Association (TEMA), the acceptance level for “U” tube designs is only 1 percent. Whatever the acceptable range is, at some point plugged tubes will need to be replaced or the heat exchanger performance derated. You can also clean the tubes and shell side as a maintenance procedure.
Plate and frame heat exchangers are less susceptible to fouling due to designs that yield higher fluid velocities and turbulence in the channels. Plate and frames are also easier to clean, maintain and change performance dynamics. My caution to personnel adding, changing or cleaning plates is to be very careful of the plate orientation and design. The most common issue I witness is how easy it is for plates to be installed incorrectly—in the wrong order or the wrong plate altogether. The other issue is with gasket leaks due to inadequate torque or mishandling.
Valves
Control and throttling valves have exposed trim, stems and seats that will wear and corrode, which not only changes the pressure drop across the valve, but pieces of the valve/trim will lodge in downstream machinery. Another issue is with zealous mechanics that tighten the packing so tight the valve actuator cannot develop sufficient torque to operate the valve. The end result is a system not operating properly and the expensive actuator destroyed.
Note that proportional programmable logic control (PLC) valves will drift and the settings will change with time, temperature and vibration. When was the last time the valve settings were checked?
Foot valves in the suction line of self-priming pumps will become jammed open or closed with debris, destroying an expensive pump and then causing a loss of service. Other styles of non-return valves/check valves can fail or wear, allowing process flow to reverse direction. Pumps running in reverse are a common cause of broken shafts. How often do you check that your non-return valves are working and the spring factors are correct?
Strainers
The first two universal laws are that; 1) concrete will crack and 2) flat roofs will leak. The third law is that strainers will clog and starve the downstream equipment, typically a pump. I am simply amazed by the number of strainers I observe with no means of determining the differential pressure. A simple inexpensive duplex gauge will indicate when the strainer is clogged and can save thousands of dollars.
Motors (Electrical)
Overloaded induction motors draw high amps that force the motor to operate above nameplate temperatures. This condition will rapidly degrade the insulation and the motor will burn out. The quality and integrity of the power supply such as voltage excursions and issues with blocked ventilation or frequent starts and stops will also affect the insulation life. As a general rule of thumb, insulation life doubles for each 10 C of unused insulation temperature capability.
Operators/owners that believe it is perfectly acceptable to operate motors in the service factor range will quickly become the favorite annuity for the motor sales people. You can easily and safely determine your operating motor stator temperature with an infrared thermometer.
There are several motor health tests that can easily be conducted such as electrical resistance (Ohm resistance between phase legs), insulation resistance (megger test), running amps and voltage. Perhaps better left to trained technicians for more in-depth testing are surge frequency and partial discharge tests. Several companies offer motor analyzers and training.
Note that some technicians consider the megger test as a potentially destructive test. Depending on the voltage level used, you can possibly force a failure of the insulation system.
Motors (Hydraulic)
Hydraulic motors, if operated in the proper pressure and temperature range with clean fluid will perform very well for a long time. Like everything else in a hydraulic system cleanliness is paramount. I cannot overstress this point. These systems will run reliably for a long time as long as the oil is clean and cool. An abundance of caution is required to keep all dirt and contamination from the system.
Motors (Pneumatic)
Air motors will perform well if the air quality is consistent to the motor design requirements. The air supply to the motor must be clean and dry which means filters and moisture separators must be maintained properly. Additionally the lubricators that are critical for motor efficiency and long life (prevent corrosion) must be in working order with an adequate supply of the correct oil.
Transformers
No matter if it is a small dry insulated 1 kilovolt or a large 1,000 megavolt FOA (forced oil and air) cooled transformer, the insulation will degrade consistent with age and loading. Power factor and insulation resistance tests can be conducted to determine insulation integrity and life assessment. Oil cooled units must have an oil analysis conducted on a regular basis for water and gases (gases such as carbon monoxide and carbon dioxide, hydrogen, oxygen and methane). You need to be especially concerned with the combustible gases acetylene, hydrogen and methane as these are indicators of a serious condition called corona (arching and short circuiting in the windings) and will, if left unfettered, lead to catastrophic failure.
Batteries
What good is an emergency system if it does not work in an emergency? Battery backups for ancillary and tertiary uninterrupted power supplies (UPS) and direct current (DC) controls must be in a fully charged and ready condition. Batteries of all technologies, but especially lead acid types, have well defined life spans that are severely shortened if not maintained properly. Specific gravity and fluid levels must be correct. Dead cells need to be bypassed. Amps draws should be periodically checked and corrosion on connections cleaned and addressed. Most lead acid batteries should have a specific gravity of 1.265 to 1.280 at an ambient temperature of 78 F.
Electrical
Taking full safety precautions and certified training—inspect electrical enclosures, conductors and terminals for tightness, discoloration and heat using infrared technologies. Aluminum connectors are a special consideration and must be checked for proper torque and treated for oxidation on a periodic basis. Aluminum conductor terminals will loosen with time due to the heating and cooling cycles associated with loading and unloading. This cycle of expansion and contraction will cause the connection to loosen and will subsequently require re-torqueing.
Many of the older breakers contain asbestos arc chutes. Asbestos is the best material to handle the extremely intense heat of arc interruption but presents other carcinogenic problems when handled during maintenance.
SF6 (sulfur hexafluoride) gas is found in many of the higher voltage breakers because of its unique and inherent dielectric properties. SF6 is a colorless, odorless, tasteless and nontoxic heavy gas. The danger of SF6 gas is that it displaces oxygen (air), and therefore can potentially cause suffocation. From an environmental perspective, it is potentially a very dangerous greenhouse gas, but because it is so heavy compared to air (does not naturally rise to high altitudes like Freon) and is confined to pressured spaces, any deleterious effect is minimized.
Compressors (Air)
If you have one or more high horsepower compressors (greater than 150 hp) operating around the clock, then you already know that the cleanliness of the air intake filters is critical and the unloader and dryer maintenance is essential. For the smaller systems that operate some fraction of the time the receiver tank must be (manual or auto) drained daily, the filters and the oil changed regularly. The most common issue after moisture elimination and air quality is a lack of oil changes. If the compressor operates around the clock, that is 8,760 hours for the year. If you drove your car at 60 miles per hour (mph) for the same amount of time, that equals 525,600 miles (262,800 if you drove at 30 mph). How often would you change the oil in your car for that mileage?
Compressed air is—with rare exceptions—the most expensive utility you have in the plant. Hire a consultant to conduct an air (leak) audit. You will be surprised how much money is being wasted.
Pumps
Since my monthly column is on pumps, I simply suggest you look over my articles of the last 3 years that can be accessed on the Pumps and Systems webpage.
Probably the most important issue I see in the field is that operators do not know where the pump is operating on the pump performance curve. The second and a compounding issue is little to no knowledge of the system curve. The intersection of the system curve and the pump curve is where the pump will operate.
In general, 90 percent of all pump problems are on the suction side of the pump. You should think of the system as three separate systems: the suction system, the pump itself and the discharge system. It is the responsibility of the suction system to deliver the fluid to the pump. It is not the responsibility of the pump to reach out and pull the fluid to the pump, since that is not possible.
Instrumentation & Data Acquisition
Data acquisition systems often translate to imply data overload by an exponential factor. Consequently, the task is to sort through the morass of data and figure what is important and what is not. Data needs to be translated into useful information to be of any tangible benefit. You may require professional assistance to get started. Do not be afraid to ask, and there are several companies that will train you or subcontract the task.
Instrumentation and controls: if you have them, be glad you do. Of course these systems require calibration and maintenance just as the main systems they manage. If left to themselves, they will also drift and fall out of calibration.
Gauge calibration programs are paramount, and yet I see few plants that have gauges in most systems. If they do have gauges, there is no system to maintain or calibrate the instruments. Standard type gauges will drift over time due to bourdon tube stress, spring vitality, vibration and shock. There are alternatives to gauges such as pressure transducers and there are safe remedies for those other nasty locations. If you do not measure it, you cannot manage it. I am constantly amazed by the lack of system parameter measurement at many plants. They have no pressure gages, no flow measurement, no level indication and no temperature indicators and yet will be very upset when their system fails.
Lubrication Systems
Lubrication and the associated system cleanliness are extremely important. Dirt, contamination and water are the biggest killers of ball bearings. Just 250 parts per million of water in the oil will reduce bearing life by a factor of four.
Generators
Generators (standby electrical) need to operate with some periodicity to exercise the unit and check for potential issues. Lubrication must periodically be reintroduced to the bearings and cylinders and condensed moisture in the fuel needs eliminated. When the main power goes out is not the time to test the generator. One interesting issue I commonly run into when troubleshooting generators is that the frequency settings will be set for 50 hertz on a 60 hertz system. The other issues are lack of coolant or coolant quality, failed block heaters and bad fuel.
Conclusion
These are simple and basic tips to help you manage your systems. If this article is of interest to the readers we can discuss in future articles a host of other subjects that did not fit into this one, such as: steam turbines, steam traps, fans, blowers, vacuum pumps, vibration analysis, freeze damage, heat trace (electric or steam), freeze protection, couplings, belts, sheaves, drive chains, gaskets, O Rings, elastomers and conveyors.
Ask a few questions about recent changes.
- Did the operator change?
- Was the system worked on, and if so what was the job scope?
- Was the scheduled maintenance was actually performed, performed correctly and documented?
- From an outsourcing perspective, did your company change vendors, suppliers or technicians?
-The Summit Pump Team
Learn More
Jim Elsey’s Pumps and Systems Articles








 Please welcome William Yarber to our inside sales team.
Please welcome William Yarber to our inside sales team.