Resources, Summit Pumps
 Each of Summit Pump’s Internal Gear Pumps come standard with a pressure relief valve. These valves are designed and positioned to protect the pump by SAFETY means only; they are not meant for throttling the flow or pressure of the system.
Each of Summit Pump’s Internal Gear Pumps come standard with a pressure relief valve. These valves are designed and positioned to protect the pump by SAFETY means only; they are not meant for throttling the flow or pressure of the system.
When the system pressure is increased and the pressure relief valve is opened, possibly due from a blocked pipe or closed valve, it recirculates the fluid within the pump via the valve. Even though this avoids building pressure in the system.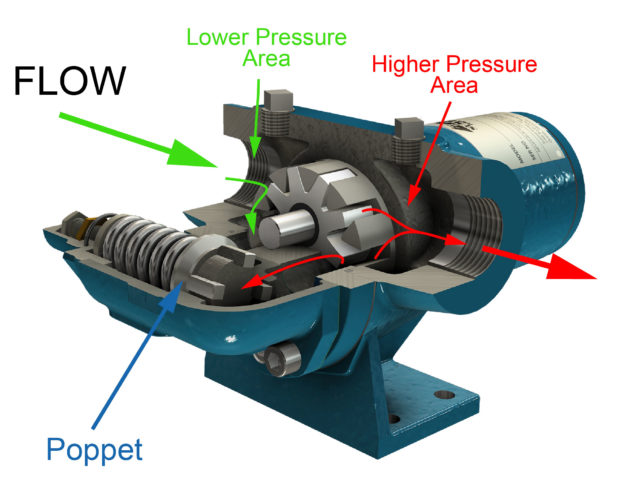
The heat generated by the moving parts of the pump has nowhere to go, except into the pump materials and the recirculating fluid. This can become problematic for a few reasons:
- The pump materials expand, closing the specially designed clearances for the application, pump, model and size potentially causing the pump to lockup.
- The vapor pressure of the fluid increases, lowering the NPSHa past NPSHr causing the pump to cavitate, causing damage to the casing, rotor and/or idler.
- The fluid flashes in the valve. This means the fluid rapidly expands potentially exploding the pump and/or valve. This is even more critical with fluids with low boiling points (saturation temperatures), such as propane or ammonia, as flashing will happen at lower temperatures, depending on suction pressure.
 There should always be other means of pressure relief in the system. Switches and alarms should also be installed if the pressure relief valve to were ever open. Measuring flow in the discharge is a good way of doing this.
There should always be other means of pressure relief in the system. Switches and alarms should also be installed if the pressure relief valve to were ever open. Measuring flow in the discharge is a good way of doing this.
The valves are set to a standard pressure based on the pump model and size, unless otherwise specified on your purchase order.
–The Summit Pump Team
Learn More
Jim Elsey’s Pumps and Systems Articles
Resources, Summit Pumps
 When pumping a slurry you need to be extremely careful concerning the fluid velocity in the piping.
When pumping a slurry you need to be extremely careful concerning the fluid velocity in the piping.
There is a critical carrying velocity for which if the slurry drops below this velocity, the particles will drop out of suspension. When the fluid and solids mixture drops below this velocity, due to gravity, the particles in suspension will have a tendency to drop out of suspension and accumulate in the bottom of the pipe. The critical carrying velocity is mostly dependent of the properties of the slurry.
Once the particles begin to accumulate in the bottom of the pipe, they will initially form a “sliding bed” of solids that will, eventually, completely block the flow; as if a valve was closed in the system.
The exact point where this will occur is difficult to predict. The clogging phenomena will vary with pipe size, type, internal surface roughness of the pipe, geometry of the system, solids concentration and the particular properties of the solids and the fluid itself.
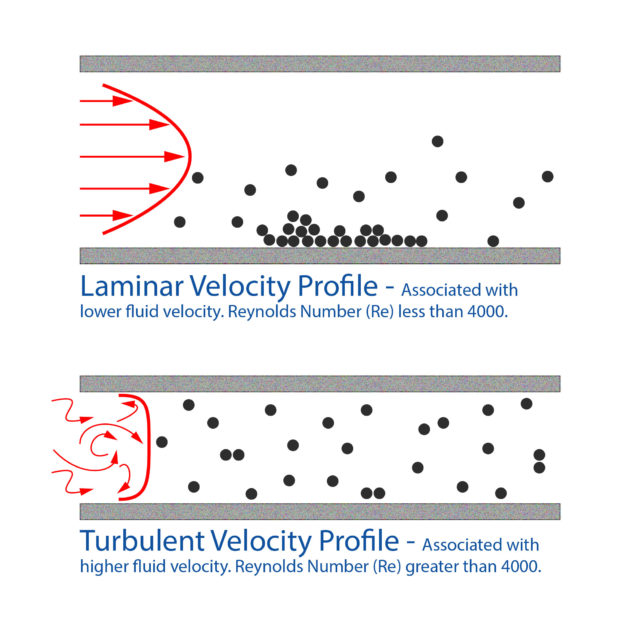
Contrary to the industry best practices used in non-slurry applications; it is typically a good idea to have higher velocities and turbulent flow in slurry applications. This will help to prevent the fallout and blockage that can occur.
We see this issue occur more often when the pump is operated with a VFD to control the system. The VFD is controlled by a level manager, pressure, temperature and/or some other parameter that causes the pump to slow down. The velocity drops and the pipe clogs, but the pump continues to run.
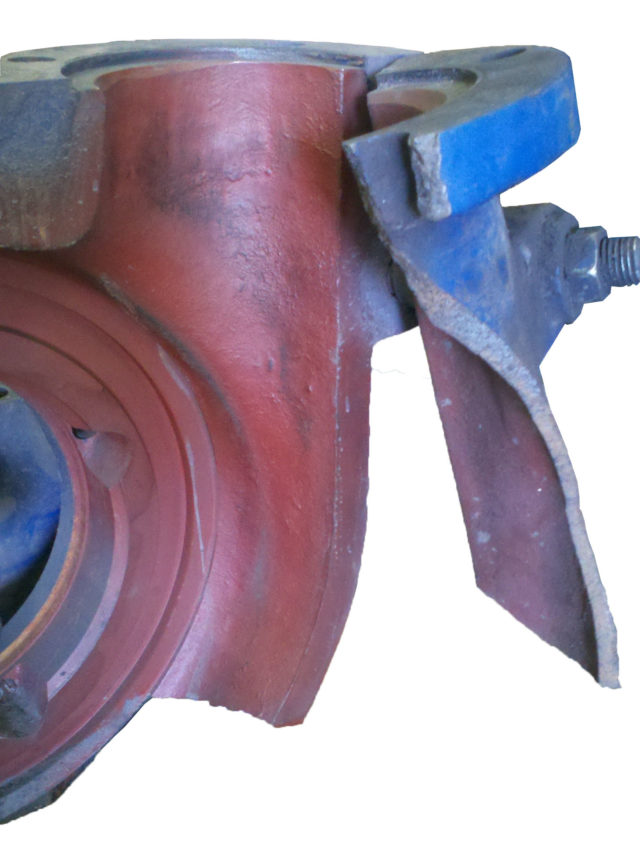 Why is this important? Once the piping is clogged, it is similar to having both the suction and discharge valves closed off as now there is no flow and the solids continue to fall out of suspension. The pump continues to rotate with the fluid trapped in the casing, heating up the fluid to its boiling point and flashes to vapor. In other words, the pump explodes. This is not some urban myth, this can and does really happen.
Why is this important? Once the piping is clogged, it is similar to having both the suction and discharge valves closed off as now there is no flow and the solids continue to fall out of suspension. The pump continues to rotate with the fluid trapped in the casing, heating up the fluid to its boiling point and flashes to vapor. In other words, the pump explodes. This is not some urban myth, this can and does really happen.
-The Summit Pump Team
Learn More
Jim Elsey’s Pumps and Systems Articles
