Featured, Resources, Summit Pumps
Why do most centrifugal pumps fail?
If you ask maintenance and operations, they would say pumps fail due to mechanical seal and bearing issues, and in that order. And throw in the occasional broken shaft to make it more interesting.
The common denominator in most pump failures can be distilled down to shaft deflection caused by excessive radial thrust. Distilled again, the excessive thrust is almost always a direct result of operating the pump outside of the allowable operating region (AOR). Not commonly known or understood is that unbalanced suction loads (nonuniform approach) on the impeller, mismatched profiles (impeller to casing), rotor imbalance and incorrect clearances can also create excessive radial thrust. You may have a different pump failure experience at your facility.
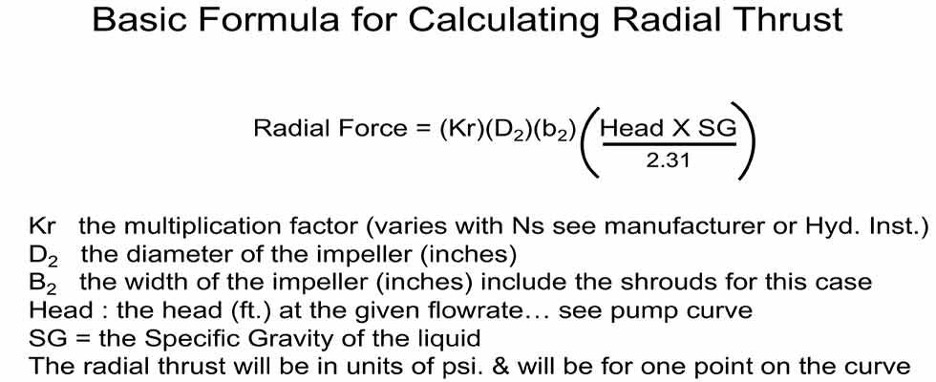 The basic formula for calculating radial thrust in units of pounds per square inch
The basic formula for calculating radial thrust in units of pounds per square inch
Regardless of the pump size or type, whenever you operate it, there are always dynamic forces to be managed that are collectively known as the “total dynamic load.” The total dynamic load is the summation of all the forces that manifest throughout the pump as either radial and/or axial loads. There are numerous forces acting at multiple angles and magnitudes relative to the shaft centerline that can be measured through the process of vector analysis. The resultant force that acts at a right angle (normal) to the shaft centerline is the radial force. This right angle force is also frequently called the lateral force.
The pump designer will address these forces by incorporating design features to reduce and/or eliminate the effects. And as with everything in machinery, computer software and real life, there are always compromises to be made. Usually the trade-off is for efficiency and/or reliability.
Radial thrust in a pump is a calculable value. The designer needs to know the value so the forces and subsequent stress levels can be determined. Knowledge of the actual stress levels and forces is required to properly size the shaft and bearings. To calculate the loads, you will need to know the developed head for the specific flow rate you are measuring, along with the liquid’s specific gravity (SG), a multiplier factor (K) and some key impeller dimensions. Note that the magnitude of the thrust will vary with the casing geometry, specific speed (Ns) and the pump’s location (operating point) on the performance curve (see formula). It is important to note that the width of the impeller, also known as the b2 dimension, is always a major factor; the wider the impeller, the higher the thrust. Note that in this case of computing radial thrust, the b2 dimension includes the thickness of the impeller shroud(s), where normally it would not be included.
The magnitude of the radial thrust can also be mitigated by manipulation of the casing/volute geometric design. Resultant shaft deflection caused by the radial thrust can be mitigated by shaft design features and prudent bearing placement.
Shaft Deflection
A perfectly straight pump shaft with no measurable runout that is under stress from radial force can actually bend while in operation, and then later with the pump at rest be again perfectly straight. Since the shaft is rotating and the resultant radial force is pushing on the shaft from only one “resultant direction,” it will cause the shaft to bend (deflect) two times per revolution. The deflections occur at 180 rotating degrees from each other. Consequently, a pump shaft operating at 3,550 rpm will bend (deflect) 7,100 times per minute. To emphasize my point, that would be 426,000 deflections per hour or 3,731,760,000 deflections in a year (yes, 3.7 billion).
Most pump shafts are designed for some degree/level of deflection and cyclic stress, but if your pumps keep breaking shafts, you should resist blaming the manufacturer and stop changing to stronger materials. You can manage reduction of the radial force by operational changes and/or casing and impeller design choices.
Note that if the impeller is out of balance, this will also cause the shaft to deflect. In this case, we refer to this deflection phenomenon specifically as “shaft whip.” Further, if the shaft has a bend in it or if the shaft is sleeved, and there is eccentricity between the two parts, this will also cause “shaft runout” issues.
It is both possible and probable to have all three of these issues occurring at once. That is, simultaneous “shaft whip” due to an unbalanced impeller, “shaft runout” due to a bent shaft, and “shaft deflection” caused by undue radial thrust can all occur at the same time. These are the killers of mechanical seals, bearings and shafts.
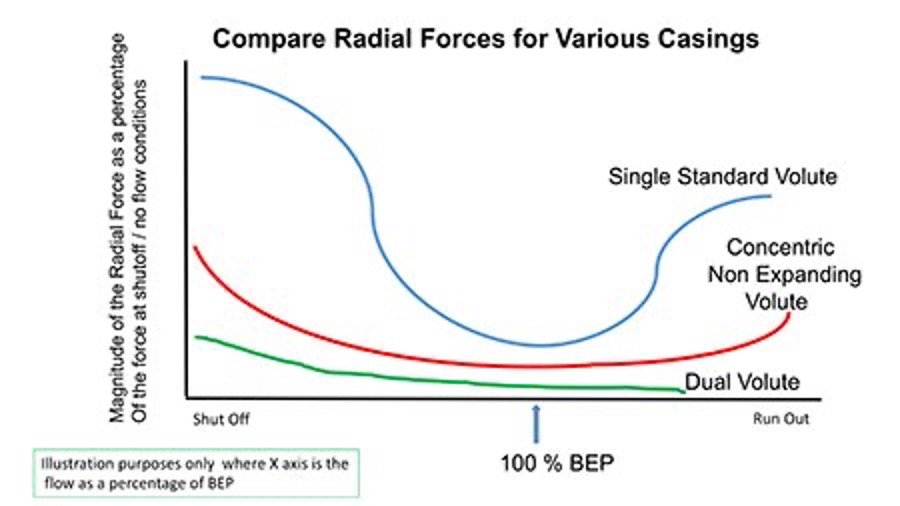 Comparison of radial forces for various casings
Comparison of radial forces for various casings
How Can I Mitigate Shaft Deflection?
The most important step you can take is to operate the pump in the allowable operating range. If you don’t know where that range is, ask the manufacturer. As a general guideline, 10% or less flow deviation either side of best efficiency point (BEP) is ideal, while 30% under and 15% over would be pushing the reliability factor to be less than satisfactory. Shaft deflection is at its lowest point when the pump is operated at or near its BEP. Operating at BEP is not always possible for many reasons, ranging from an incorrect system curve calculation, the initial pump selection being incorrect, or the system curve or operational requirements having changed since inception of the system design.
For overhung end suction pumps, investigate the pump shaft rigidity factor also known as the “L over D” ratio. Technically this is the L3/D4 ratio of the shaft, where D is the diameter of the shaft in the section between the radial bearing and the impeller centerline, and the L is the distance (length) from the radial bearing to the impeller centerline. It is not the intent of this column to expand on deriving or defining this ratio, but a few comments are necessary. The ratio is derived from the classic cantilevered beam deflection formulas used in basic mechanical engineering statics and dynamics courses. Because it is a ratio, there are no units. Think of this ratio like golf scores—that is, the lower the ratio the better. For the same pump size and model, a solid shaft (lower L over D ratio) would be a better choice than a sleeved shaft. This is not an option if you are operating a packed pump or using component-type seals. Most manufacturers of ANSI B73.1 pumps will, as an option, offer more robust shafts in the middle range of power frames.
Volute: A Critical Component
The pump volute earns its name due to the spiral shape casing surrounding the impeller. The volute is the often forgotten, but nevertheless still critical, component in the pump. Not all volute designs are the same. The volute acts as a collection and pressure containment vessel for the liquid exiting the impeller. The casing also conveniently directs the liquid to the discharge flange. The pump’s magic occurs during this process where the liquid’s velocity energy imparted by the impeller is converted to pressure energy in the volute. Note that the volute plays no part in the generation of the head as that is accomplished solely by the impeller.
From thermodynamics and the first law regarding conservation of energy: energy can neither be created nor destroyed, but it can be altered/changed in form. We can discuss if it is Bernoulli’s equation or Euler’s formula, but let’s agree the velocity energy of the liquid is changed to pressure energy in the volute.
An ideal volute in operation would have a profile of constant velocity around its circumference and at flow rates near the pump design point (aka, BEP). The constant velocity also yields a pressure equilibrium around the volute. However, as the flow rate departs from BEP in either direction (more or less flow), the resulting pressure increases in magnitude and the radial force.
Single Volute
Almost all single-stage centrifugal pumps with nominal casing diameters at or below 12 inches (30.5 centimeters) will be of a single volute design. Different manufacturers may make this key decision at larger or smaller sizes.
Given a pump with a single volute design (one passageway and one cutwater or “tongue”), as you operate away from BEP in either direction, the resultant radial forces will increase exponentially. If you move toward shutoff (lower flows), the resultant force will manifest in one direction at a point 240 degrees from the cutwater. If you move farther out on the curve toward runout (more flow), the resultant force reverses its direction and will manifest at 180 degrees from that first point—that is at 60 degrees from the cutwater. You can use this information when inspecting for root causes of pump failure.
Dual Volute (aka, Twin Volute)
Once a pump casing increases in size to more than 12 inches in diameter (nominal), the dynamic radial forces need to be addressed by means other than simply larger shafts and bigger bearings (an oversimplification). This is accomplished by adding a second cutwater (tongue) and, hence, a second and separate passage, which also provides a separate stream of flow to the volute at 180 degrees from the first one. The addition of the second volute reduces the radial force significantly. The dual volute design is not perfect because the length of the channels (passages) from each cutwater edge to the pump discharge flange are, out of necessity, notably different lengths.
Diffusers
Centrifugal pumps with diffusers placed in the casing were fairly common years ago, especially on multiple-stage pumps. If you are not familiar with diffuser-style pumps, it is easy just to think of them as a higher number of volutes and cutwaters. It is not uncommon to have nine or 10 channels in a diffuser.
Diffusers will greatly reduce the level of radial thrust at almost all flow rates across the curve. There is a small trade-off to efficiency as the added number of diverting edges (cutwaters), along with the additional friction in the numerous channels, presents a parasitic load.
In the last 50 years, industrial markets have traded this reduction in radial forces, and consequently the reliability of diffuser pumps, for the lower initial cost of volute pumps. A diffuser pump will be more expensive for the otherwise same pump in a volute design because the diffusers are castings and difficult to manufacture.
In the present day, diffuser pumps are used in high-energy applications such as in power plant boiler feed and in multistage API 610 refinery and distillation services. Diffuser-style vanes are still frequently used in vertical turbine pump designs.
Special Casings
The single and double volutes share a geometry where the center of the volute is offset from the center of the impeller. Consequently, the corresponding flow path is the shape of a divergent nozzle. A volute starts as a small passage (annulus) and consistently increases in cross-sectional area until it reaches a maximum cross-sectional area at the discharge flange. This design makes for a more efficient pump, but it can result in high radial thrust loads when the flow rate departs from either side of BEP.
Sometimes you need a pump that can handle low flows, but maintain the high head for critical process reasons. For example, you may need 700 to 850 feet of head, but only a 50 gallons per minute (gpm) flow rate. This application would kill the same size pump in a standard volute design. Most manufacturers will offer pumps that have concentric volutes that make this high-head, low-flow condition possible without killing the pump, or as you now know it, death by radial thrust. The trade-off is reduced efficiency and higher noise levels. The advantage is reliability.
The concentric volute, also known as a nonexpanding volute, has its centerline congruent to the impeller centerline; consequently, the annulus (fluid passageway) around the impeller is consistent in its cross-sectional area. The impeller design will be different in that it will have radial vanes of high solidarity and a low specific speed.
If you are experiencing frequent pump problems and can’t figure out why, perhaps radial thrust may be the issue. Please first make sure the suction and discharge valves are open before you jump to conclusions.
-Jim Elsey
Featured, Resources, Summit Pumps
The concept of vacuum mystifies some people when encountered on pump applications. Today, we hope to simplify the problem.
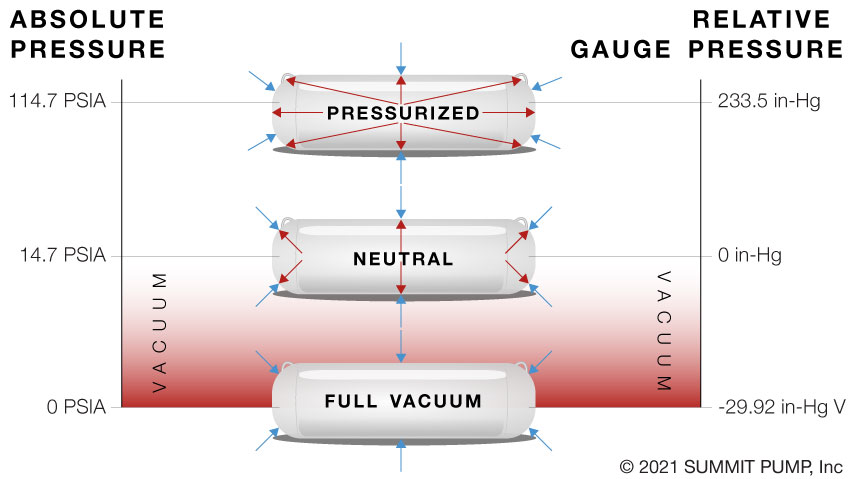
Pressure vs. Vacuum
Even in a vacuum there remains some pressure… it is simply a pressure at a magnitude below the surrounding atmospheric pressure. Vacuum does not necessarily mean the absence of all pressure; vacuum can be any pressure between 0 PSIA and 14.7 PSIA.
As a refresher…we offer the following points:
- Vacuum or vacuum pressure measurements are characterized as either absolute or relative (gauge).
- Absolute pressure is measured from zero, which means a 100% or a perfect vacuum.
- Relative pressure measurements are in reference to the atmospheric pressure. So if you see the word gauge or vacuum in the description it is being measured relative to atmosphere.
- Absolute pressure = gauge pressure + atmospheric pressure.
- Absolute pressure can be zero, but it can never be negative.
- Absolute pressure at sea level is usually given as 14.7 PSIA.
- Atmospheric pressure changes with elevation referenced to sea level and changes with barometric pressure (weather). If you are using gauge pressure to measure pressure or vacuum, you need to state the atmospheric pressure at the time of the measurement.
Units, Scales and Terms
In the pump world we often encounter two descriptive terms, “absolute” and/or “vacuum” assigned to the measurement scale. Further, the measurements may either be in units of inches of Mercury (in-Hg) or pounds per square inch (PSI) in absolute pressure (PSIA) or gauge pressure (PSIG).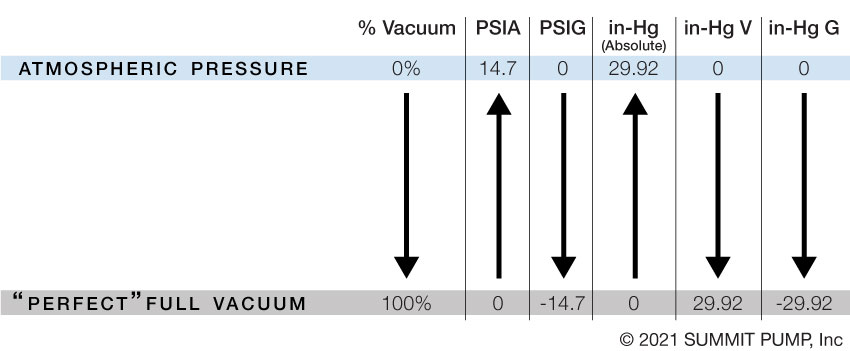
A perfect vacuum, if measured in absolute terms is zero (0 inches Hg) but is 29.92 in-Hg V (-29.92 in-Hg G) if the measured units are deemed relative (vacuum or gauge).
Due to the differences in these two measurement methods you need to ask the equipment owner if the parameter measurement scale is absolute or relative? The methods are 100% opposite of each other and if not properly understood can lead to some big mistakes.
Application
If we had a container at a theoretical perfect vacuum (that is, we have removed every molecule and its components from within the vessel) then we could state that vacuum condition as 0 (zero) pressure absolute or 0 PSIA.
However, if we were to measure our perfect vacuum in inches of Mercury Vacuum or inches Hg V the reading would be 29.92 inches Hg V not zero PSIA as in the first part of the example.
Need More?
Stay tuned for part two in next month’s 60 seconds with Summit Pump for more information.
-Jim Elsey
Featured, Resources, Summit Pumps
“Wishin’ and Hopin’”—both Dionne Warwick and Dusty Springfield had hit versions of this pop song in the early ’60s. The lyrical message is that you will not get want you want if you just sit around wishing and hoping; instead you need to take action to achieve the desired outcome.
The same advice holds true for pump performance. I witness an alarming number of people who unwittingly wish and hope their pump would perform in the proper manner, but they are wishing and hoping with total disregard of the system curve, pump capabilities, the laws of physics and the fluid properties. Time to take action.
I start my pump training courses with the simple personification that “pumps are stupid.” Put a centrifugal pump in any system, and it does not know where to operate. It is the system, not the pump, that dictates where the pump will operate on its performance curve—if the pump is even capable of operating at that point.
Further, and intended only as a comedic anecdote to help my students learn, I refer to the pump as the “husband” in this marriage with the system curve, aka the “wife.” Perhaps, and with ostensible apologies to the “PC Police,” I suggest that the marriage works best if the husband (pump) listens and obeys the wife (system). If there is a mismatch in the two, then divorce (pump and system failure) is imminent.
The pump will operate where its performance curve intersects the system curve, but we don’t always know where that point is—and just to complicate matters, it can change quickly because of many variables. Two roadblocks that make this determination difficult are:
- We frequently have no idea of the system curve geometry
- The pump is often forced off its published curve by outside factors
We will address the system curve calculation in a future article. For now, the system curve is the absolute summation of the system’s static head, pressure head, velocity head and friction head. The geometry of the system curve is directly related to the flow rate, pipe size, elevation changes and losses due to friction of all the components in the system. Note the system curve is dynamic and will change with tank elevation and system pressure changes. It will also change with valve position, system age, fouling and corrosion. This month’s article will address No. 2: How pumps can operate off their published curves, and we will look at a few common examples.
Causes for Operating Off Curve
Here are some of the common issues:
- worn clearances
- different or incorrect size impeller
- different or incorrect speed
- viscosity not corrected or accurate
- net positive suction head (NPSH) margin insufficient
- air entrainment and/or dual phase liquids beyond 3 percent
- inadequate submergence (also see air entrainment)
- partial or restricted blockage of the suction line
- operating the pump in the wrong direction
First Things First
To determine where your pump is really operating, you will need to calculate the pump performance curve in the field “as is.”
First, obtain a copy of your pump performance curve as published or purchased. Then, using the pump’s discharge valve position, create a series of several different flow rates (recommend at least six points including shutoff head), determine and record the suction and discharge pressures for each flow condition, convert these pressures to differential head and plot them on your curve. Be careful to correct for gauge elevations, temperatures and specific gravities.
Does your curve match the published curve? If it does within 5 to 10 percent, then there is likely no problem.
Let’s look at a few cases where the curve does not agree with the published curve. Each case tells a critical story to help understand what is happening with your pump and the system.
Worn Clearances
As a pump wears, the hydraulic performance deteriorates. Most people understand the pump efficiency will drop due to wear, causing the power to increase, but not all users realize that the head and flow will also deteriorate.
Note the revised pump curve still intersects the system curve, but the meeting point is at a lower flow rate and a lower head. See my Pumps & Systems articles from January 2016 and July 2017 for more details on this subject (Image 1).
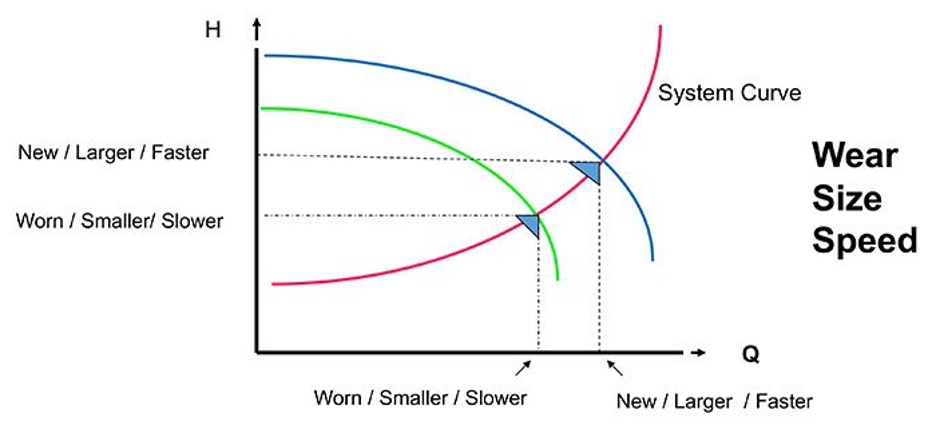 Image 1. Effect on pump performance with wear, speed, impeller size (Images courtesy of author)
Image 1. Effect on pump performance with wear, speed, impeller size (Images courtesy of author)
It is important to understand if you are also plotting power on the curve: if the wear is simply the impeller or casing wear rings, the power will increase noticeably. But if the wear is in other areas such as internal passages, cutwater or the impeller vanes, the power will only increase a small amount.
A special note for ANSI pump designs that use the critical clearances between the impeller and the casing or stuffing box: the effect on power will be as the aforementioned pump with wear rings—that is, the power will increase noticeably.
Different Impeller Size or Speed
Often, one of the reasons for poor pump performance is that the wrong size impeller is in the pump. This could be caused by several different reasons, mostly human error. Another common reason is that the speed is different than perceived. This is common with systems that are controlled with variable frequency drives (VFDs) as part of the system control process. I mention both of these issues (speed and diameter) here because the performance manifests almost exactly the same as worn clearances.
See Image 1 to see the performance of smaller impellers or lower speeds.
Viscosity—the Kryptonite of Centrifugal Pumps
Viscosity has a direct and negative effect on centrifugal pump performance. The pump efficiency is affected the most, but head and flow are not far behind. Of course, all of these negative factors will contribute to increase the power required to pump the fluid at the same flow rate and head as if based on water performance.
Note that viscosity is directly proportional to temperature, so be cognizant of the fluid temperature. Also, smaller pumps are more affected by viscosity due to the smaller passage size.
See Image 2 for how viscosity will affect the pump performance, and also refer to my article on this subject from the November 2017 issue.
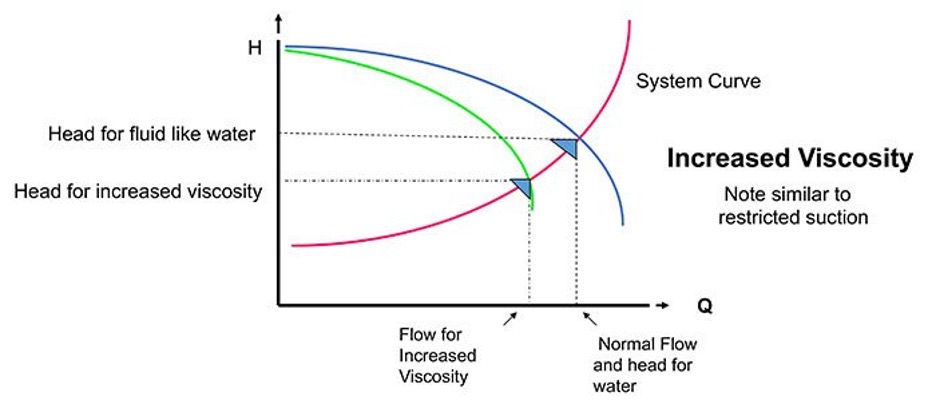 Image 2. Performance effect with increased viscosity
Image 2. Performance effect with increased viscosity
Insufficient NPSH Margin
Pumps require a certain amount of NPSH to operate satisfactorily at a given point of head and flow on the curve to prevent cavitation. The points are empirically determined by the manufacturer and are denoted as net positive suction head required (NPSHr).
The suction system itself must in return provide a certain amount of NPSH, and that is referred to as net positive suction head available (NPSHa). There must be more NPSHa than NPSHr for the pump to operate satisfactorily. The difference is referred to as the margin or ratio.
NPSHa ÷ NPSHr = margin ratio
NPSHa – NPSHr = margin
Equation 1
Refer to Hydraulic Institute 9.6.1-2017 for details.
A frequent field issue is that the margin calculations were not done, not done correctly or there were changes in the pump and/or system that have not been accounted for. A common issue in the field is that the pump has sufficient margin at lower flows, but as the flow rate increases the pump will begin to cavitate. See Image 3 to see how insufficient NPSH margins affects pump performance.
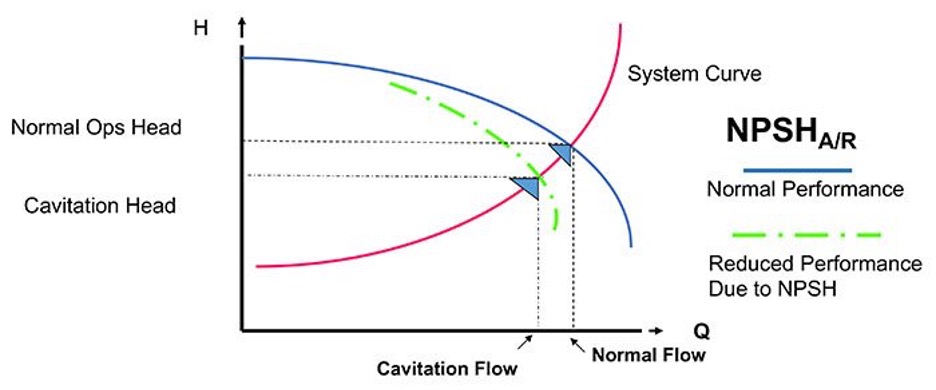 Image 3. Insufficient NPSH—pump will cavitate at higher flow rates (compare to Image 5 restricted flow)
Image 3. Insufficient NPSH—pump will cavitate at higher flow rates (compare to Image 5 restricted flow)
Inadequate Submergence & Air Entrainment
The pumped fluid could have air entrainment from different sources for many reasons, but a common cause is insufficient submergence.
No matter the source of the air, standard centrifugal pumps cannot handle it well. At about 3 to 4 percent air entrainment, the pump performance will drop off as if the impeller was trimmed to a smaller diameter or the pump is being operated at a lower speed.
Please refer to my April 2016 and December 2017 articles for details on air entrainment and pump performance.
Also note that at low flow rates the fluid velocity is insufficient to “sweep away” the air that collects in the impeller eye. Consequently, the pump will become blocked (air bound) and will stop pumping or it will surge in a destructive and alternating cycle of air blockage and subsequent flow passage.
See Image 4 to see how air entrainment de-rates the pump performance.
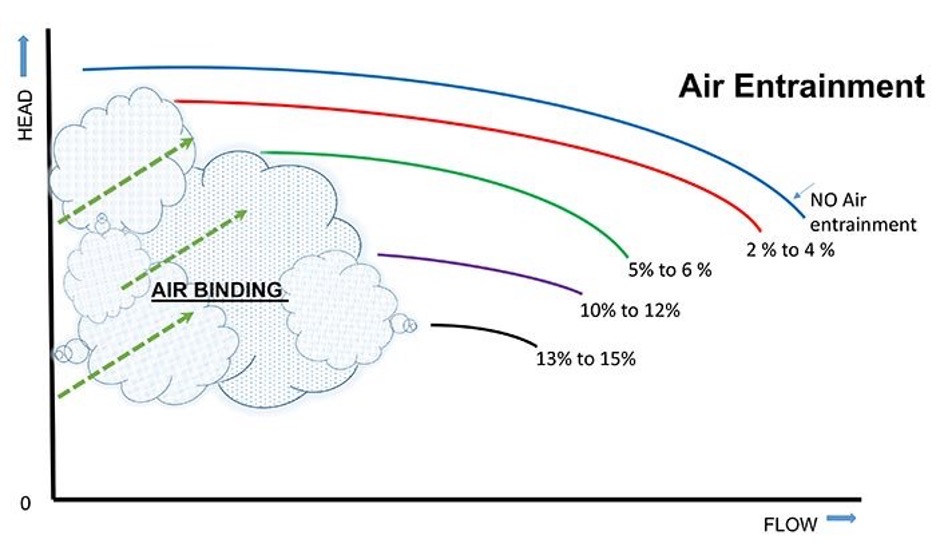 Image 4. Effect on pump performance with increased air entrainment
Image 4. Effect on pump performance with increased air entrainment
Restricted Pump Suction
This issue typically manifests on new construction, post repair startups and when there is equipment installed in the suction line like a filter press, foot valve or strainer. As flow increases the head will drop off. This is similar, but different, than an NPSH margin issue.
See Image 5 to see how a suction restriction affects the pump curve.
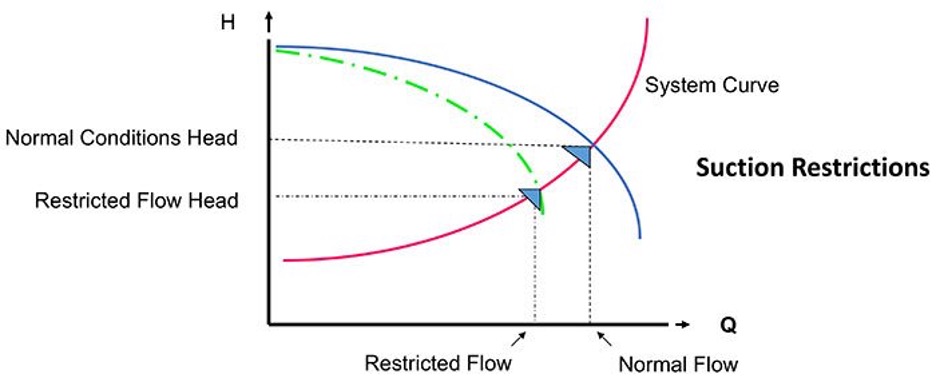 Image 5. (left to right). Effects of suction line restriction. Actual performance will vary with the magnitude of the restriction.
Image 5. (left to right). Effects of suction line restriction. Actual performance will vary with the magnitude of the restriction.
Wrong Direction
I have written about pumps operating in the wrong direction many times because it is unfortunately an all too common issue. In the case of ANSI pumps (with impellers that thread on the shaft), the pump will, 99 percent of the time, pronounce in a millisecond that the direction is incorrect as the impeller grinds into the casing creating expensive and extensive damage and yet hopefully tripping out the motor.
For pumps that have impellers keyed to the shaft it may or may not be obvious. Pumps running backwards will typically be a little noisier and exhibit higher vibrations than a similar pump operating in the correct direction. But this is not always easy to determine in an operating plant due to background noises and other field interference.
Performance will depend on the pump design and is mostly, but not always, a function of the impellers’ specific speed. As a general rule, the flow rate in a reverse operating pump will be about 50 percent, and the head will be somewhere near 60 percent. The higher the impeller specific speed, the lower the head will be. Concentric casing designs will yield different results.
Please see Image 6 to see how reverse rotation may affect pump performance.
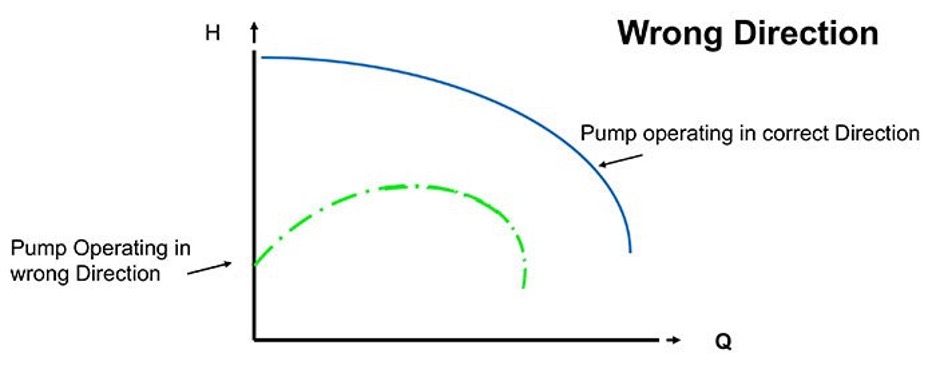 Image 6. Effects of running the pump in the wrong direction. Assumes low- to mid-range specific speed. Do not confuse with pumps running as turbines.
Image 6. Effects of running the pump in the wrong direction. Assumes low- to mid-range specific speed. Do not confuse with pumps running as turbines.
Conclusion
Pumps will operate where the system curve dictates, but the pump curve is not always where you think it is and neither is the system curve. You will not get the performance you need and want by just wishing and hoping—you need to measure the parameters and manage the system.
-Jim Elsey
Featured, Resources, Summit Pumps

MYTH: Factory Supplied Pumps are “Plug and Play”

Pumps shipped from the factory are NOT ready to be started when and as received in the field.
As an annual ritual I am compelled to remind pump industry people that 99.35% (approx.) of industrial centrifugal pumps do not arrive ready to run and play – unfortunately this “Plug and Play” pump industry myth continues to persist.
Overview
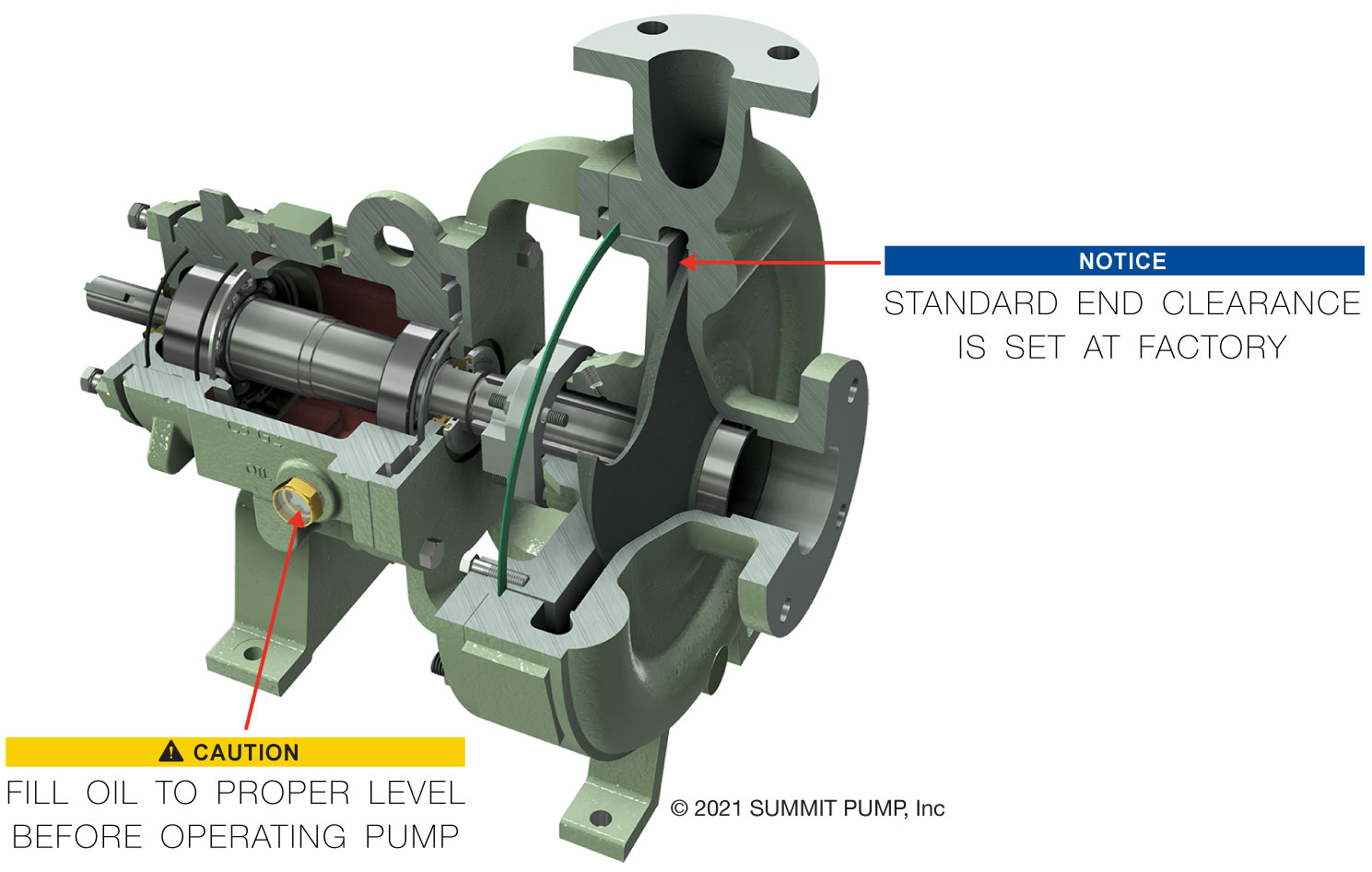
- There is NO OIL in the pump.
- The impeller may or may NOT be set to the proper clearance.
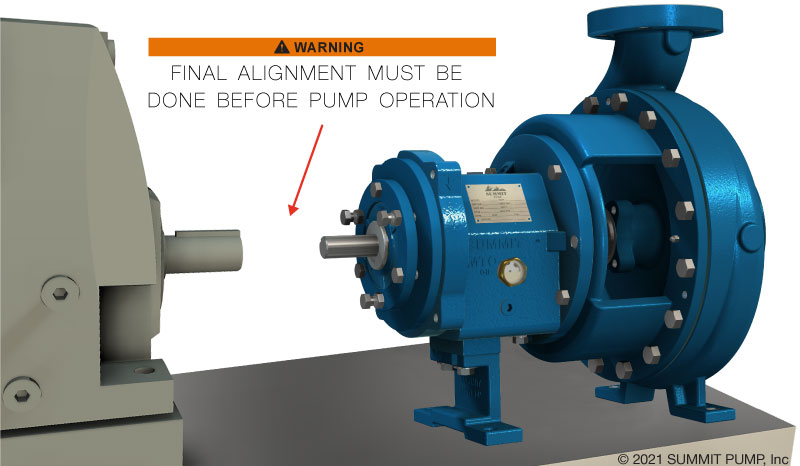
- The driver is NOT aligned to the pump.
- The direction of rotation on the motor has NOT been determined.
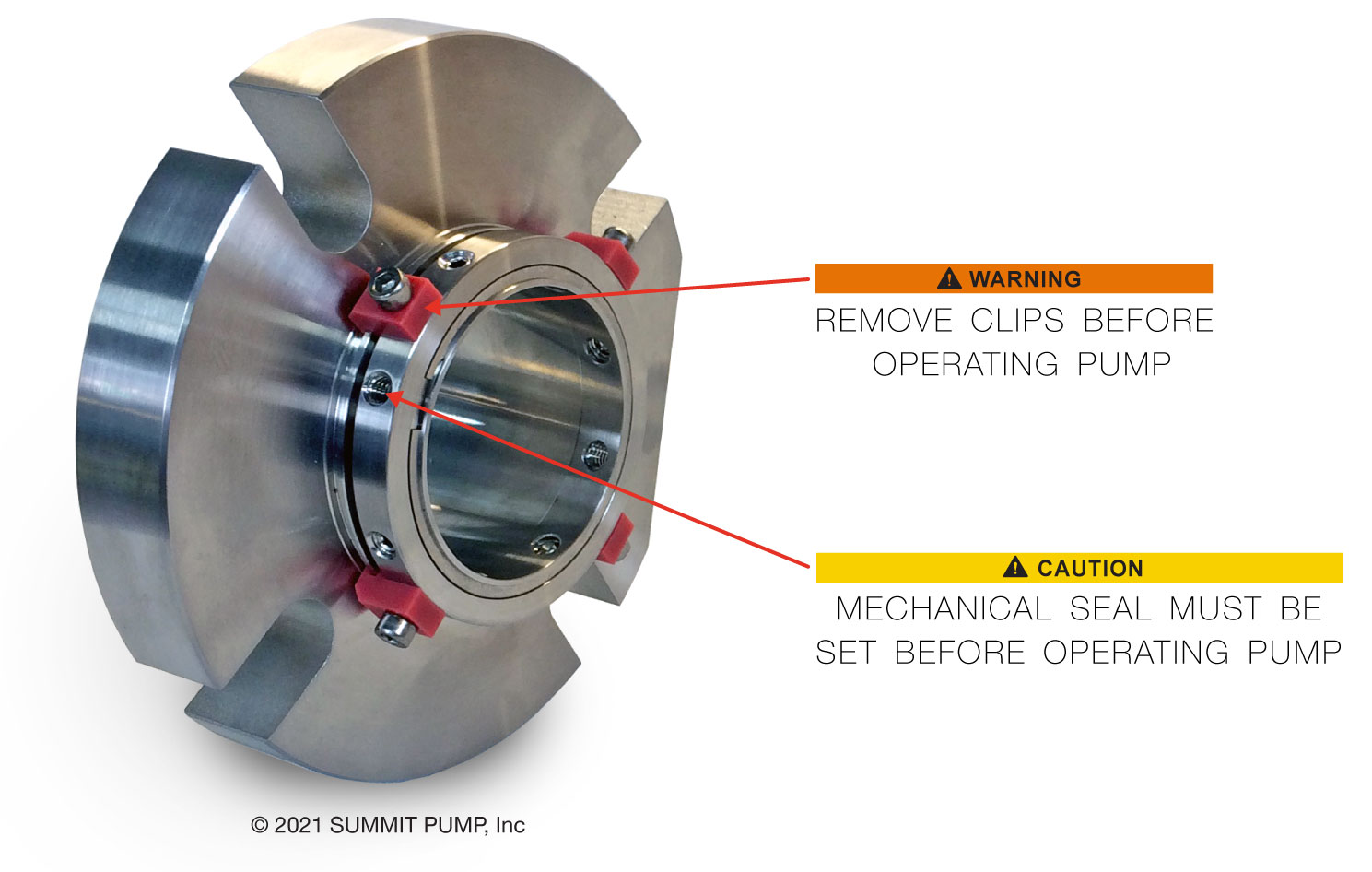
- The mechanical seal is NOT set.
If you already know these 5 things and fully understand the significance, then you can stop here. If you don’t know or would like a refresher please read on.
Oil
A pump shipped from the factory will NOT have oil in the bearing housing. Someone at the site must add oil prior to startup.
Oil is considered a hazardous substance in the commercial shipping world, consequently it is a violation of several federal laws to ship oil in the pump… Yes, there are means and methods to overcome this issue, but it requires special shipping, more money and paperwork. Additionally, OEM pump manufacturers are not in the business of stocking the multitude of different oils that a customer may request.
Impeller Clearance
A pump shipped from the factory may or may not have the proper axial clearance when it arrives on site. The factory adjusts the clearance at a nominal setting for the pump type and size based on ambient temperature water specifications.
The factory does not know the liquid’s temperature or other properties for the operating system. Note: it is also very possible the settings could have been adjusted after it left the factory. Confirming the clearance in the field is both easy and a professional best practice. Why take the chance? Also, prior to running the pump is the perfect time to take the initial total axial movement readings for the maintenance records.
Alignment
The driver will NOT be aligned precisely to a pump shipped from the factory. The factory utilizes laser manufactured templates for layout and performs a series of nominal checks to ascertain that the motor can be precisely aligned to the pump. Even if the factory did align the driver to the pump in accordance with the highest standards… as soon as the skid is picked up/transported the precision alignment will morph to unacceptable levels.
To learn more about about pump alignment, please check with your regional sales manager or refer to my articles on this subject:
Does Your Pump Have an Alignment Problem?
19 Tips and Common Alignment Mistakes
Driver Direction of Rotation
A pump shipped from the factory will NOT have the coupling spacer installed because you must first complete the driver rotational check with the coupling (spacer) removed. Additionally, with the coupling removed the process to set the impeller and mechanical seal is simplified.
The factory has a 50/50 chance of guessing the correct electrical phase rotation at your local site. If the rotation is wrong, the pump quickly converts to an expensive pile of useless scrap metal shortly after startup.
Mechanical Seal Setting
Factory installed mechanical seals will NOT be set. The pump comes with the seal clips in place (sleep position) to ostensibly preclude damage to the seal during shipping and handling. Plus prior to setting the seal the impeller clearance will need to be checked/set and the alignment completed.
Summary
☑ Read the instructions
☑ Add the oil
☑ Set the impeller clearance
☑ Complete the alignment and rotational checks … then set the seal
☑ Install the coupling spacer and the OHSA guard

Need some assurance when commissioning your pump? Give your RSM a call and/or perhaps review this article on the subject:
The Basics of Pump Startup
Finally
A warning tag is attached to each pump to communicate these 5 key steps to the end user/installer. Of course these steps have always been stated in the Instruction and Operations Manual (IOM). The IOM is included with every pump and if misplaced can also be downloaded from our website.
-Jim Elsey
Featured, Resources, Summit Pumps
Open Impellers
True open impellers are not commonly used in industrial pumps because the demands of service require sufficient vane support (webbing or shrouds) to buttress the required torque loads and to maintain the relative geometric position of the vanes.
Be aware that sometimes the vanes on open impellers will move over time and service due to material stress relief issues and other operational force factors. This tendency to move (aka, spring) normally makes them unusable for robust applications. On the positive side, because there is no shroud or webbing either front or back on a true open impeller, there is little to no surface area for the pressure to act on, so minimal axial force is generated.
Semi-Open Impellers
American National Standards Institute (ANSI)-style (B73.1 / B73.2) and International Organization for Standardization (ISO)-style (5199/2858) pumps are single-stage end suction types that use semi-open impellers 98.5 percent of the time (author’s unsubstantiated estimate). Note that there are scores of end suction pump models using semi-open impellers that are not designed to ANSI or ISO specifications such as industrial stock and process pumps.
Semi-open impellers have a shroud on one side only. The simple geometry of this construction makes these impellers less expensive to manufacture. Semi–open impellers also possess the ability to pass through more and larger solids including stringy and fibrous materials than closed impellers.
Typically, an enclosed impeller is more efficient than a semi-open impeller of similar geometry, but it is possible for a semi-open impeller, held to a very tight casing clearance setting (aka, leakage) to be as efficient as a closed impeller, at least for that length of time before the effects of wear open the clearance.
High vs. Low Specific Speed Impellers
Axial flow pumps with impellers of high specific speed will not incorporate shrouds or web supports between the vanes and the impeller will appear more like a boat propeller than an impeller. Do not confuse these with open-style impellers in the low specific speed ranges.
The consequence of the semi-open design is an impeller with higher unbalanced axial forces when compared to a similar size in the fully closed designs. Under normal operating conditions, there will be a much higher force on the back of the impeller than on the front. The resultant force exerts in a direction toward the suction and the pump’s thrust bearing counteracts that force. Please note that even in normal operation, there can be momentary forces acting in either direction, so the thrust bearing should be designed/selected to handle forces in both directions.
A new medium-sized ANSI pump will develop upwards of 850 pounds of axial force and as the pump wears that force increases. The axial force will be reduced proportionally as the suction pressure increases. These factors and more must be considered when calculating the required bearing size and design life span. A typical ANSI pump thrust bearing is nominally designed for a minimum of 17,500 hours.
A pump designer could simply install bigger thrust bearings and not otherwise address the axial force, but the bigger bearings require bigger shafts and that requires bigger frames and housings—all of those things result in a pump that has a bigger initial cost and a higher maintenance cost.
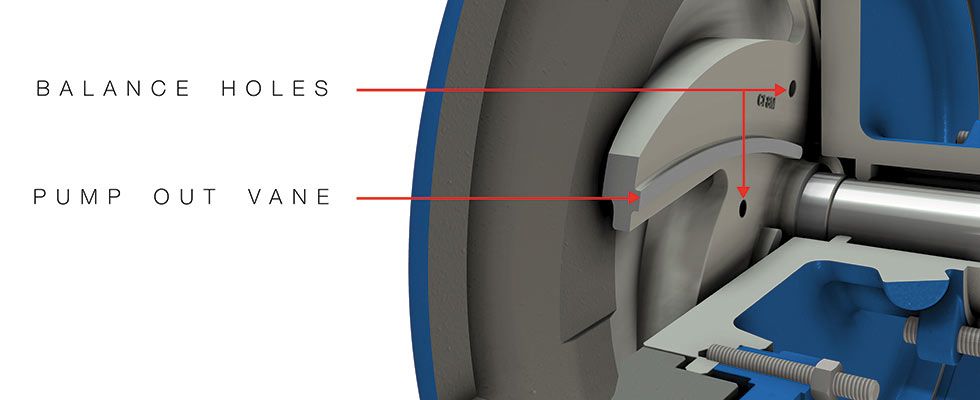
The more practical method used to reduce the axial thrust on end suction pumps and semi-open impellers is to reduce the axial force on the rear shroud by reducing the pressure. This is why the incorporation of balance holes, pump out vanes or both comes into play as axial force reduction methods. Pump out vanes are a design compromise and so there is a small, but acceptable, trade-off with efficiency and power consumption when using this approach.
IMAGE 1: Pump out vanes are small vanes on the backside of the impeller shroud. (Image courtesy of the author)
Pump Out Vanes
Pump out vanes are sometimes simply referred to as POVs, expellers, back vanes or back ribs and are just what the name implies: they are small vanes on the backside of the impeller shroud (Image 1). Pump out vanes are probably the most cost-effective method of axial force reduction.
As previously stated, the main purpose for pump out vanes is to reduce the pressure behind the impeller. Reducing the pressure in this area reduces the axial force pushing the impeller toward suction. The function of pump out vanes is similar to standard impeller vanes in that they impart a velocity to the fluid contained in the annulus area behind the impeller.
As the impeller rotates, the liquid that is adjacent to the impeller shroud will also gain velocity due to the simple phenomena of disc friction. Adding the pump out vanes to the rear shroud simply enhances the desired effect by increasing the angular velocity of the liquid. Increasing the liquid velocity reduces the pressure on the shroud and, therefore, the magnitude of the axial force.
A.J. Stepanoff conducted research and developed formulas based on his experiments with pump out vanes in the 1950s and ’60s. He determined that the angular velocity of the liquid in the annulus area will be about 50 percent of the impeller shroud speed (and pump out vanes). Liquid near the shroud is moving at almost the same speed, but it slows down fairly quickly as you increase the distance from the shroud. Subsequent research has demonstrated that the accurate determination of the true angular velocity is more complicated than my statement, but the basic premise is sound.
One area of contention is the distance from the pump out vane to the stuffing box/seal chamber (think nearest obstruction). The distance defines the axial gap of the annulus chamber behind the impeller. As the impeller moves away from the stuffing box, whether through wear or operator settings, the resultant gap will at some point become too great for the pump out vanes to exert their full effect. Most pump experts agree a performance drop will start to occur when the gap begins to exceed 0.060 inches (1.5 mm).
The pressure-velocity relationship, aka, Bernoulli’s principle: The first law of thermodynamics deals with the conservation of energy and states that energy is always conserved and that it can neither be created nor destroyed, but (and this is the important part) it can be altered in form. A liquid moving in a pipe or a pump casing is in a simple pressure-velocity relationship (energy conservation). If the velocity goes up, the pressure will be reduced and vice versa.
For the general purposes of this column, you can consider the description of pump out vane performance as a simple example of Daniel Bernoulli’s equation and the pressure velocity relationship (with sincere apologies to my Applied Fluid Mechanics 301 professor, Dr. R.G.).
The efficiency and effectiveness of pump out vanes is a direct function of at least six design factors. The first four factors are listed in order of importance:
- The radius (length) of the vane
- The height of the vane
- The number of vanes
- The clearance between the pump out vane and the nearest obstruction (stuffing box/seal chamber)
How these factors affect the efficacy of the pump out vanes to reduce thrust is sometimes a subject for debate among pump designers, CFD software developers and engineering researchers. Overlooking some questionable portions of the debate, there remains many aspects of the concept that are agreed on, as follows.
The longer the vane (radius length), the more effective it is to increase the liquid velocity. The caveat is that the longer the vane, the more power is required and it is a function at the fifth power. The bonus is that the manufacturing process of casting the impeller with pump out vanes remains both easy and economical. The height of the vane as it stands out in profile from the shroud (aka, proud) will make it more effective, but at some point you must trade off pressure reduction with the incremental loss of pump efficiency and the inherent increase in power consumption.
The number of pump out vanes is a direct factor in pressure reduction. The more vanes added to the shroud, the more effective the axial force reduction, up to an optimum number of approximately six. Adding more than six vanes will, in most all cases, have no positive effect and so adding a seventh vane will usually be a wasted effort of neutral results. Adding an eighth pump out vane to the design will start to reduce the benefits.
Up for argument: Other pump out vane design factors are the width of the vane and the shape or geometry—think angle, placement and curvature with relation to shaft centerline, i.e., is the vane curved or straight? At this time, the definitive effect of these factors remains both untested and confusing for me. Lastly, often the pump out vanes are where they are simply for economy of production and/or sweeping debris from the space, versus an axial force reduction method.
An additional benefit of using pump out vanes is that the pressure in the seal chamber/stuffing box will also be reduced. This pressure reduction feature works to prolong the life and reduce related costs for the packing or mechanical seal. The reduced pressure effect can sometimes create unintended problems if the product has a high temperature or if the pump is in a lift situation (due to vapor pressure issues).
Either way, there is a higher probability of flashing the liquid to vapor and caution should be exercised. These issues are easily solved with the addition of a flush/seal support system, like a plan 11 or 32, and adding a throttle or restrictive bushing in the bottom of the seal chamber/stuffing box. The portion of the pump world that is governed by API 610 does not endorse pump out vanes as an acceptable method of axial thrust force reduction (API 610 11th section 6.7.1).
Pump out vanes do not increase leakage (bypass) as a balance drum or back ringed impeller would, and they also do not affect the resultant thrust as impeller wear ring clearances inevitably open with wear.
Caution: It is possible to axially adjust the pump shaft such that the pump out vanes are too close to the stuffing box/seal chamber and unintentionally create a vacuum in the annulus and stuffing box area. The vacuum will cause product flashing issues and dramatically shorten the packing or seal life (see remedy above).
Balance Holes
Some impellers will have both balance holes and pump out vanes, others just balance holes or just pump out vanes. Regardless, the reason for the balance holes remains the same, and it is another acceptable method to reduce the axial force and resultant thrust.
Similar to pump out vanes, the balance holes will reduce the pressure in the stuffing box and so, again, be vigilant of the product vapor pressure. It is recommended that you do not use impellers with balance holes in lift situations as the potential for liquid product flashing increases. A lift situation is defined as when the source of liquid being pumped is below the centerline of the pump impeller—that is, the impeller is not flooded. Should the pumped liquid have solids, suspended or entrained, there is risk of clogging the balance holes/passages. Flow from the balance holes will create some level of imbalance and disturbance at the impeller eye, which adds inefficiency.
An impeller with balance holes will make the pump slightly less efficient and require more horsepower to operate. Consequently, the pump is more expensive when calculating the total cost of ownership (TCO). The antithesis is that without the balance holes, the bearing life is shortened.
Operating Tip
The magnitude of axial thrust in a centrifugal pump is a direct function of the differential head. Thus, where the pump operates on its curve will have a direct effect. The further left you operate from the best efficiency point (BEP), the more axial thrust will be generated.
Maintenance Tip
In all of these examples of balancing axial force, it is always important to ensure the pump rotors and impellers are centrally located (both mechanically and hydraulically) in their respective casings/volutes and diffusors. Due to casting variances, machining practices and machine “stack tolerances” (cumulative effect), there may be instances where an impeller will require the addition or removal of a shim and/or some axial position adjustment like a shaft sleeve nut. The purpose of these features is to ensure the rotating mechanical/hydraulic center runs true to the static center of the volute or diffusor. On a new pump, these centering procedure steps were completed during the factory assembly by a knowledgeable technician, but this is also why many better pump designs offer axial adjustment features or suggest and/or support the possible use of shims as required on rebuilds and rotor replacements in the field.
Compromises: Grandma Said ‘You Can’t Get Something for Nothing’
The most efficient and direct method for axial thrust compensation is to simply transfer it to the thrust bearing, which will work in smaller pumps but becomes proportionally expensive as the pump size increases.
Balance drums have a wasteful leakage rate. Semi-open impellers have efficiency robbing pump out vanes, balance holes or both. Cross-over castings are expensive and add another level of complication to the pump. Closed impellers with back rings and balance holes becomes less efficient and more expensive, additionally as the ring clearance increases, so does the axial thrust. Back rings are an added cost, both initially and in subsequent maintenance evolutions, and though seemingly a minor point, they make the pump physically longer.
If you do not purposely design for or add features to balance the axial forces, the thrust bearing will need to be really big, expensive and probably unreliable.
Remember These Two Things
In the end, two things are for sure in the pump world: the laws of physics are strictly enforced, and you can’t get something for nothing.
-Jim Elsey
Featured, Resources, Summit Pumps
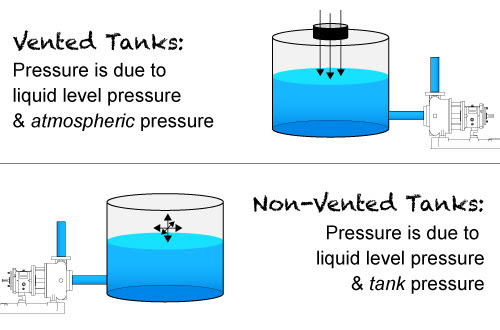
Open or Closed Tanks and the Effect on NPSHA Calculations
When working through NPSHA calculations for pump applications we need to know if the suction supply tank is open to the atmosphere or not. If it is an open tank the calculation is easy; as we just convert the ambient pressure to head for the first factor in the NPSHA calculation. Don’t forget to convert to absolute values and compensate atmospheric pressure for the local altitude above sea level. If the tank is closed, then we need to do a little more work converting the pressure or vacuum to absolute head for the calculation.
The Issue:
Often the customer will tell us the tank is closed to atmosphere, but it really isn’t; consequently the NPSHA calculations will be incorrect. The resulting NPSHA error will lead to a noncompetitive pump selection.
Sometimes the suction supply tank appears to be closed to atmospheric pressure, but if you look closer at the tank you will see it has breather valves installed. If there is a breather valve installed the tank pressure will always be very close to atmospheric pressure. It is very common, especially in the oil and gas world and also in the chemical and petro-chem arenas to use breather valves on the big bulk tanks. You may actually witness these breather valves on any size tank because the owner needs to protect the investment. Please realize these scenarios may also include rail tank cars, but do not confuse these examples with tank cars that are specifically designed to be pressurized or placed under vacuum for unloading purposes.
The Breather Valves Protect the Supply Tanks from:
- Overpressure (rupture) and or vacuum (implosion) issues
- Fire protection
- Evaporation; loss of product
- Corrosion protection
Another purpose is to prevent excess air and or water (plus other bad stuff like general pollution, O3 and NOx) from destroying the product integrity while it is in the tank. The purpose is to protect the product from outside influence and or to protect the outside environment from the product.
These protection/breather valves are normally required by EPA and or OSHA …they are not just a good idea, they are often a legal requirement in many product applications. Most tank owners apply the same rules to all of their tanks regardless of the product, tank size or location. Note that both the EPA and OSHA will defer to API 2000 for the selection and sizing criteria for the breather valves.
So…I Just Want to do the NPSHA Calculation, What Now?:
If the tank has a breather valve, the answer is to simply use the local atmospheric pressure for the NPSHA calculations, because the actual tank pressure is going to be very close.
What if There is no Breather Valve and the Tank is Really Closed Off to Atmosphere?:
When you have a closed tank; I recommend you read my two Pumps and Systems articles on this subject from October and November of 2018, where the basics are covered.
https://www.pumpsandsystems.com/how-calculate-npsha-systems-under-vacuum
https://www.pumpsandsystems.com/calculate-npsha-closed-pressurized-system
If after reading you are still in doubt, call your RSM or engineering for assistance.
Last Comment:
Given a pump system with a supply tank open to atmosphere: note that on the suction line to an operating pump it is not uncommon to have a pressure lower than ambient. You may only expect this situation on a pump that is involved in a suction lift, but even for a flooded suction condition the suction pressure at the pump inlet can be at a vacuum. You can accurately calculate the actual pressure (vacuum) anywhere along the line by using Bernoulli’s Equation. Open and shut case… Easy peasy – lemon squeezy.
References:
OSHA 1910.106 July 1985
API 2000 Venting for Tanks 7th Edition 2014
API 12 (49 CFR 195.264)(b)(1) Specification for tanks
API 650 (CFR 132(b)(3) Specifications for large welded tanks
API Bulletin 2521 (Evaporation Reduction)
API Bulletin 2513 (Evaporation Losses)
EPA 40 CFR 112. Note: This regulation does not actually use the terms “aboveground storage tank.” Instead the term “bulk storage container”.
DOT (various/numerous with respect to rail cars)
-Jim Elsey