
Featured
The most tremendous of all earthly events took place almost 2000 years ago when Jesus of Nazareth, put to death by the cruel power of Rome, rose from His tomb and appeared again to His sorrowing followers. With their despair turned to joy, they were inspired to carry His spirit and His teachings to the ends of the earth.
That was the first and greatest Easter experience. But Easter experiences have been happening ever since. They happen every day. They can happen to me and they can happen to you.
Sometimes they are small, gentle moments of reawakening. It is no accident, I’m sure, that Easter comes in the radiant season of rebirth after the bleakness of winter. Each year I walk around my farm on Quaker Hill in Pawling, New York, and thrill to the sound of returning birds. I find myself tingling to the touch of the warm sun and the odor of new young grass.
I marvel at the thought that no one but God knows the process that makes the grass so green. I meditate on the miraculous profusion of spring flowers in their infinite form and color and variety. When I think of old friends and become aware of wonderful qualities I never appreciated before, they too seem to blossom out in a personal springtime.
The Easter experience can also happen to people who are discouraged or defeated, who are groping their way through life burdened by problems and only half-alive, who have lost their sense of wonder, their capacity to be deeply moved, their ability to love and hope and dream. Time and again I have seen the power of the risen Lord reach out and enfold and awaken such people—people entombed by the power of alcohol or drugs, people enslaved by immorality, people who suffer from lost love, lost faith, lost hope—who then rebound, victorious and whole, from their dark night of the soul. When that happens, when the spirit of Easter really touches them, they too come back from the dead.
But the deepest message of Easter now is, and always has been, the promise that this life here on earth is only a beginning for all of us, that the here and the hereafter are merely different aspects of the same thing. “Because I live,” said Jesus, “ye shall live also.” (John 14:19) I take that tremendous promise to mean that eternity does not begin with death; we are living in it now. Death is but a change; a change for the better, that’s all.
This Easter message can reach the human heart in many ways. Not long ago Inez Lowdermilk, wife of the famous conservationist Dr. Walter C.Lowdermilk, shared such an experience with us here at Guideposts. She told how over 40 years ago her husband came upon three yucca plants that had been uprooted and left by bulldozers alongside a new mountain road. He brought them home and rooted them in his Berkeley, California, rock garden.
Within a couple of years, Mrs. Lowdermilk said, two of the yuccas bloomed and died according to their normal life cycle. The other plant did nothing but sit in the rock garden, protected by its circle of needlelike spears.
Walter Lowdermilk went on to become an international authority on forestry, and soil and water conservation, especially famous for his plan for the useful distribution of the waters of the Jordan River in the Holy Land. Last spring he became ill, and one day, 42 years after the rescue of the uprooted yucca plants, his doctor told the family that Waiter’s life was coming to a close.
Soon after, a stalk appeared above the spiny base of the long-dormant yucca. It continued to grow as Waiter’s life ebbed away. Everyone who entered the house watched the stalk grow almost a foot a day until it was over 15 feet tall. On the day that Walter died, it burst into magnificent blossoms, a glorious natural candle made of hundreds of little branches dripping with masses of small ivory-colored bells. The beauty of this masterpiece of nature continued for an entire month. What does this lovely and gentle story have to say to us? We are here on earth for a short time. God wants us to accept His plan for our lives, to develop our talents and make the fullest, most selfless, most constructive use of them. And finally, when our work here is done, we will be taken home, like the yucca that waited until the time was ripe—and then burst into glorious bloom.
Resources, Summit Pumps
 Imagine if you will…
Imagine if you will…
You are a conscientious pump technician/owner/operator. You have a strong passion to properly care for the pumps under your safekeeping… your goal is to attain the highest possible level of machine reliability. You do all of the right things to maximize and extend the run time between failures. You want to be the best in the industry.
What Killed my Pump?
Ironically, after completing a list of best practices for your pump it will die a short time after you commission the system. Why? Because what you didn’t plan for was the elimination of simple pipe strain.
Pipe strain is the misalignment of suction and discharge piping in relation to the pump. Resulting forces are transferred into the pump, stressing internal components, degrading alignment, and ultimately causing premature equipment failure. Ideally, no external force should be required when aligning pipe flanges.
However, while you were busy working on another project, the group that installed the pump used a 10-foot pry bar, three come-alongs, one hoist motor, two mules and some heavy chains to persuade the already installed piping* to matchup and bolt to the pump flanges. If you could remove the bound flange bolts at this point (that are wedged in due to strain) the pipe would likely swing wildly two feet away from the pump flange.
*Note: You should always pipe away from the pump, not to the pump.
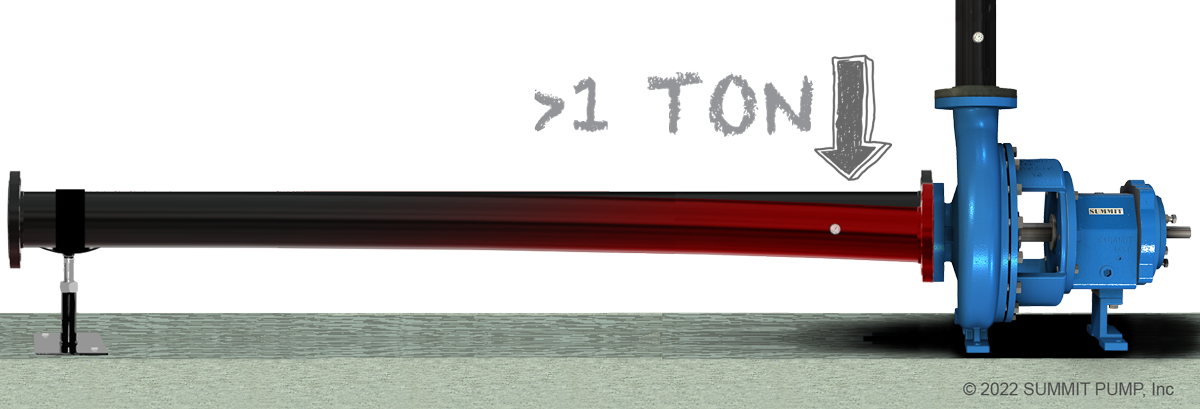
Example 1: Incorrect Pipe Fitting
An 8-inch suction line of schedule 40 steel. The line is supported approximately 6 to 7 feet away from the pump. A simple quarter inch of parallel offset at the flange (0.250”) will result in well over a ton (? 2000 lbs.) of force at the pump flange.
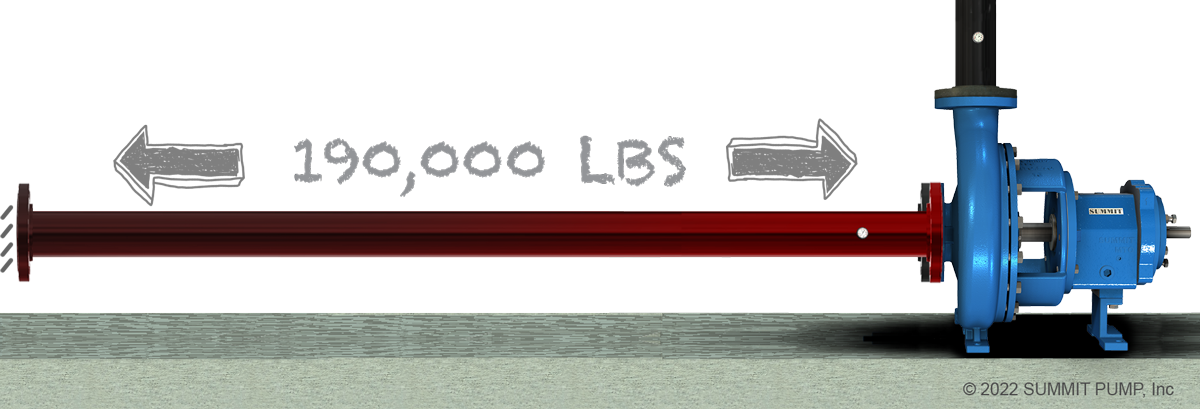
Example 2: Thermal Expansion
A 100-foot run of 6-inch schedule 40 steel pipe will expand over 1.50 inches when heated from ambient to around 200 degrees F. The force exerted on the pump flange would be close to 190,000 lbs. if left unrestrained.
Sum and Substance
Pump internals are not designed to operate within the environmental forces associated with pipe strain. Leaving out the formulas and stress calculations for simplification… with excess pipe strain the centerline of each bearing is no longer congruent to the other so the shaft does not run true. Further, the shape of each bearing is no longer round, the stress has made it eccentric.
Remember, the most expensive pipe anchor you could ever purchase is a pump.
Resources, Summit Pumps
 In the spirit of continuous improvement we like to occasionally remind our readers about important factors that are essential for a successful pump installation. Liquid properties such as viscosity has relatively little effect on positive displacement pump performance and in most cases makes them even more efficient, but viscosity is pure kryptonite for centrifugal (rotodynamic) pumps.
In the spirit of continuous improvement we like to occasionally remind our readers about important factors that are essential for a successful pump installation. Liquid properties such as viscosity has relatively little effect on positive displacement pump performance and in most cases makes them even more efficient, but viscosity is pure kryptonite for centrifugal (rotodynamic) pumps.
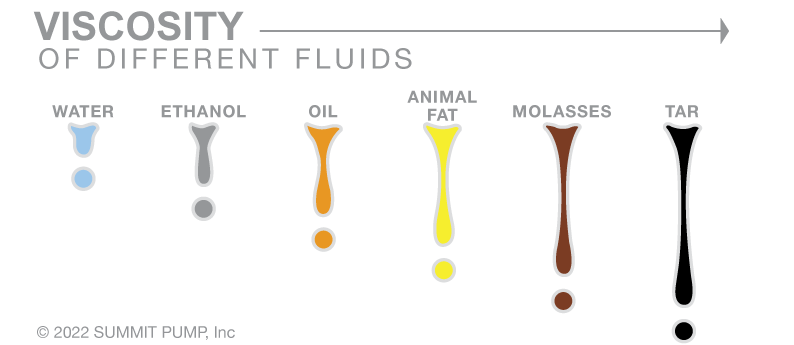
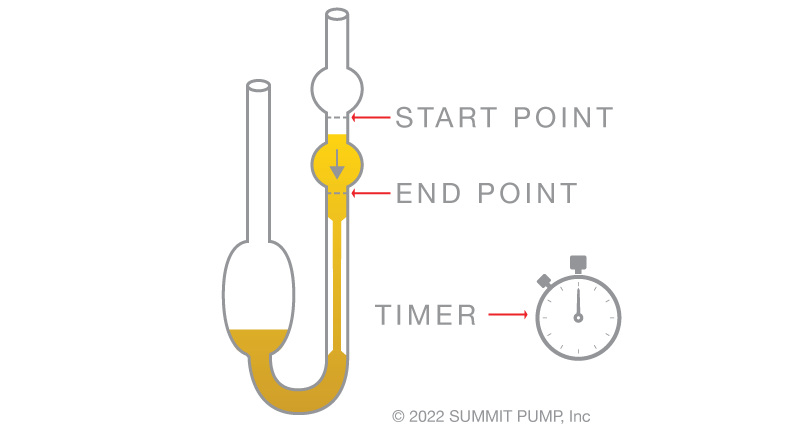
What is Viscosity?
Viscosity is that property of a fluid which tends to resist a shearing force. Simply stated; does it pour fast or slow …or how quick will a ball bearing fall through a vertical column of the liquid? You may also think of viscosity as the internal friction resulting when one layer of the fluid is made to move in relation to another layer. The viscosity of liquids will decrease as the temperature increases which is the opposite characteristic of gases.
Curve Corrections
Centrifugal pump published performance curves are based on water and so when moving viscous fluids the performance must be corrected. Technically the pump performance curve should be corrected for viscosities above 5 centipoise (cps) which most people do not do. Please be advised that at viscosities greater than 40 centipoise it is no longer an option and the curve must be corrected. For viscosity corrections we use centipoise units. See Hydraulic Institute/ANSI standard 9.6.7 for more details.
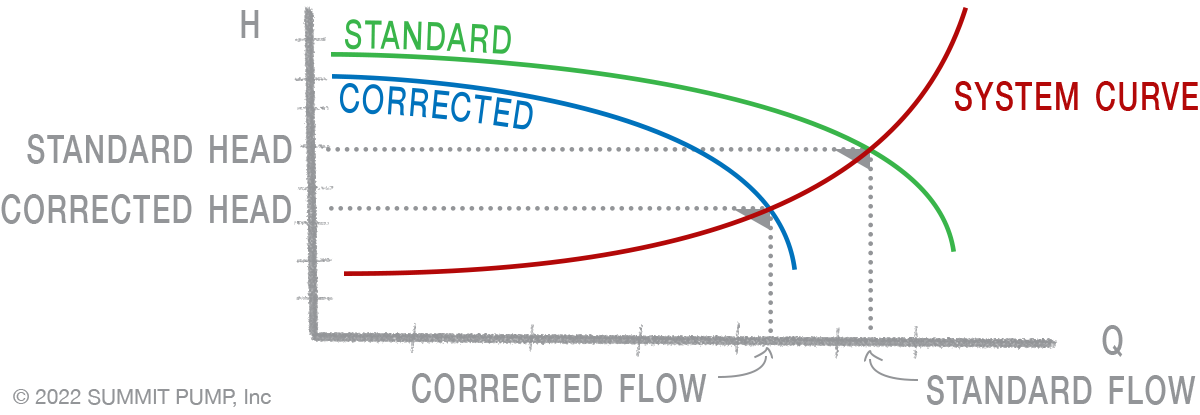
As viscosity increases:
- Pump efficiency will decrease significantly
- Flowrate will decrease
- Developed head will decrease
- Power (bhp) required will increase
- NPSHR will increase and the NPSHA will decrease
- System curve will become more restrictive
- Affinity laws will become inaccurate
Centipoise vs. Centistoke
A simple way to explain the difference between these two terms is that…
Centipoise: Dynamic viscosity is a measurement of the force required to overcome fluid resistance to flow through a tube (or capillary).

Centistoke: kinematic viscosities are timed flow rates through orifices where the driving force is typically gravity.
The relationship between Centipoise and Centistokes is proportional via the specific gravity.
Centistoke = Centipoise ÷ Specific Gravity
Pumps Have boundaries
All pumps have limits as to how much horsepower can be utilized. This boundary is based on power frame (shaft and bearing) speed versus torque limits and is normally expressed in BHP per 100 rpm terms.
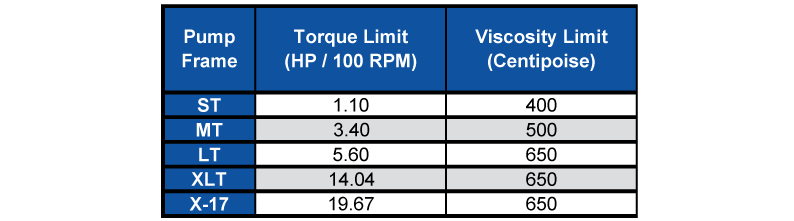
Note: These stated limits are based on direct drive and must be reduced for belt or engine drive. See engineering for assistance.
Maximum Limit: Should you need to pump liquids at higher viscosities please contact us to review the application. Viscosities above 2000 – 2500 centipoise must be handled with positive displacement pumps.
Caution: Do not apply the Affinity Laws directly to viscosity performance corrections. You must first correct the viscous performance to its equivalent water performance before the Affinity Laws are applied. Once you have determined the new water performance then the viscous correction factor can be applied to estimate the new viscous performance.
Good news: All of these required viscosity calculations can be easily accomplished in a few keystrokes on Summit Select.
